
Der Aktivlötprozess ermöglicht eine hochfeste, metallurgische Bindung zwischen Hartstoff und Werkzeugträger. Dies führt zu besseren Einsatzeigenschaften bei allen Anwendungen, bei denen mechanische und/ oder thermische Belastungen auftreten.
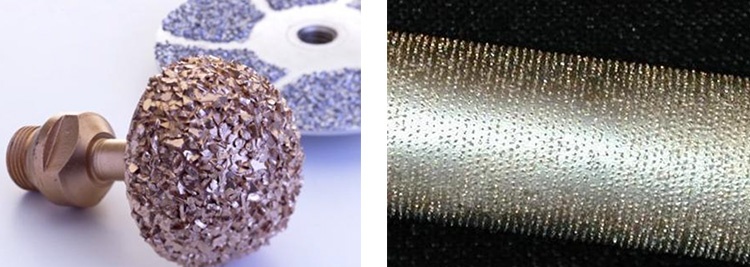
Der Bedarf nach verbesserten Schneid- und Schleifvorgängen sowie die Verwendung neuer Materialien und Bauteile mit komplexen Formen machen den Einsatz von Werkzeugen mit Diamant oder cBN als Schneid-oder Schleifmaterial erforderlich. Vakuumlöten ist eine universelle Methode, um superharte Schleifkörner oder Formkörper am Werkzeugträger anzubringen. Die Kombination aus Vakuumlöten und Aktivlotlegierungen eröffnet neue Möglichkeiten hinsichtlich der Auswahl an superharten Materialien und dem Design von Werkzeugen. Diamant und cBN können somit ohne vorherige Metallisierung mit einer grossen Bandbreite an Werkzeugträgern verbunden werden. Bei Schleifwerkzeugen können so Korngrösse, Verteilung und Einbettung der Schleifkörner den spezifischen Anwendungsbedingungen angepasst werden.
Der Aktivlötprozess ermöglicht eine hochfeste, metallurgische Bindung zwischen Hartstoff und Werkzeugträger. Dies führt zu besseren Einsatzeigenschaften bei allen Anwendungen, bei denen hohe mechanische und/oder thermische Belastungen auftreten.
Weitere Vorteile dieser Verbindungstechnik sind:
- breitere Lotauswahl möglich
- variable Löttemperaturen
- keine vorherige Metallisierung oder Hartmetallunterlage des Hartstoffs erforderlich
- angepasste Lotfestigkeiten
- erhöhte Einsatztemperatur
- stoffschlüssige Verbindungen
- grösserer Kornüberstand
Hartwerkstoffe, die verwendet werden können:
- Hartmetall
- Keramik (Siliziumnitrid, Siliziumkarbid, Aluminiumoxid)
- cBN oder Diamant.
