"Um eine optimale Teilequalität bei kurzer Zykluszeit zu erreichen, ist eine effiziente Temperierung des Werkzeuges ein Muss".
Durch Vakuumlöten können flexibel und einfach Werkzeuge, wie z.B. Spritzgiesswerkzeuge und Formensätze, mit einer konturnahen Temperierung realisiert werden, was neben einer höheren Bauteilqualität auch eine Reduzierung der Produktionszykluszeiten mit sich bringt. Das Härten nach Kundenspezifikation ist quasi gratis mit dabei.
Darüber hinaus eröffnet diese Verfahrenstechnik dem Konstrukteur im Formenbau neue Möglichkeiten hinsichtlich Design und Materialkombination. Es wird heute in vielen Anwendungsbereichen eingesetzt, angefangen bei einfachen Massenbauteilen bis hin zu komplexen, hoch belasteten Komponenten des Turbinenbaus. Zur Realisierung einer konturnahen Temperierung wird das Werkzeug, entsprechend der Führung der Temperierkanäle, in mehrere Komponenten aufgeteilt, in die dann beliebig komplexe Temperierkanäle durch eine einfache mechanische Bearbeitung eingebracht werden können (Bild 1+2). Dies ist durch konventionelles Bohren und Verstopfen nicht umzusetzen.
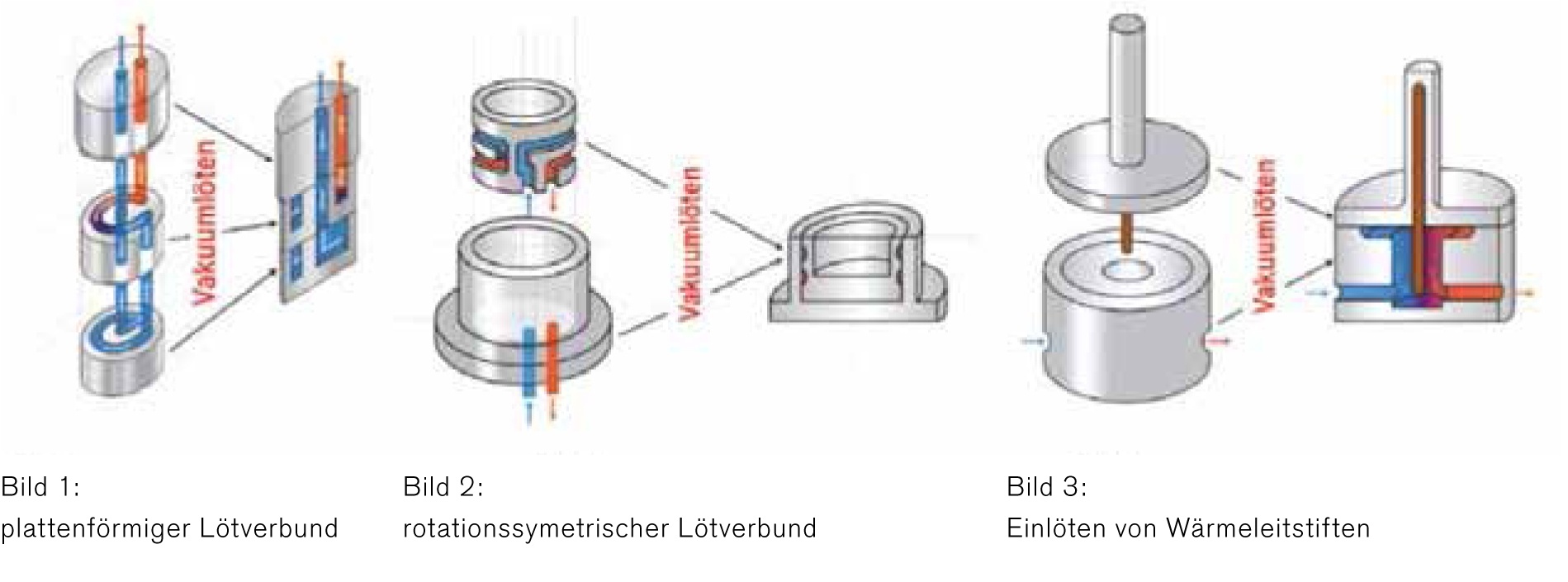
Danach werden die einzelnen Komponenten in einem Vakuumofen gasdicht und hochfest zu einer Funktionseinheit verbunden. Ist es nicht möglich, mit Kanälen die gewünschten Werkzeugbereiche zu erreichen, so besteht die Möglichkeit, Materialien mit guter Wärmeleitfähigkeit mit dem Werkzeugstahl stoffschlüssig zu verbinden (Bild 3). Die Lotschichtdicke beträgt nur ca. 50 μm. Somit ist die gute Wärmeleitfähigkeit, z.B. von Kupfer, nahezu vollständig nutzbar. Auf jeden Fall ist der Wärmeübergang deutlich besser als bei eingepressten Kupferstiften.
Vorteile in der Wärmebehandlung:
Die Löttemperatur wird so gewählt, dass sie der Härtetemperatur des verwendeten Stahls entspricht. Somit kann das Härten des Werkzeugs im gleichen Prozess erfolgen. Neben den Kalt- und Warmarbeitsstählen können ebenso PM-Stähle oder stickstofflegierte Stähle gelötet und gehärtet werden. Nach dem Härten erfolgt das Vergüten auf die vom Kunden spezifizierte Härte. Sollen Werkzeuge nach der Endbearbeitung noch beschichtet werden, so kann bei bestimmten Stählen ein Tiefkühlen die Formstabilität weiter erhöhen.
