Edge-sharp coatings with a precise contour against abrasive and corrosive wear.
For wear protection, component surfaces can be locally coated with solid shaped bodies made of hard metals, ceramics, and diamond.

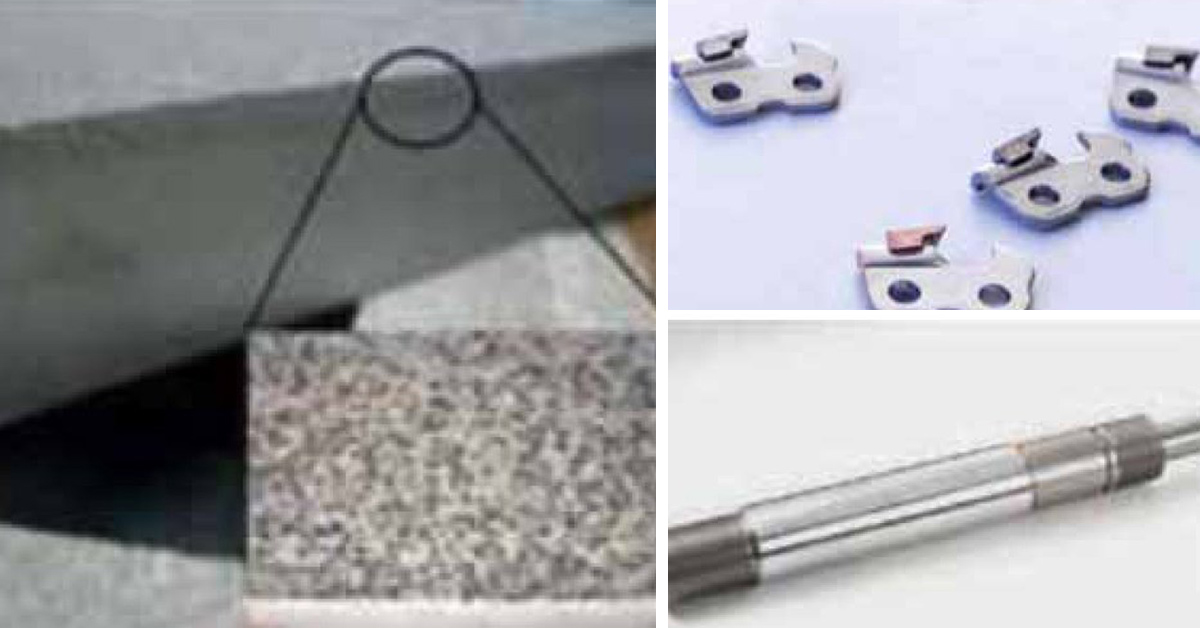
Figure 1 shows a saw tooth for a chain saw, consisting of a steel body and a carbide tooth. Vacuum braz ing resul t s in high- s t rength, reproducible joints that prevent the carbide tooth from breaking out during its use.
In the BrazeCoat®S-process, the surfaces are protected from wear by applying and melting a hard-material brazing alloy suspension. Coating thicknesses between 0.05 and 0.5 mm can be obtained.
The coatings are dense, smooth, and almost nonporous (< 1 %), with hardness values of up to 65 HRC. In most cases, a mechanical finishing is not necessary (Fig. 2).
BBrazeCoat®S has proven to be an appropriate process for fans, mill housing and rotors as well as for cylinders, pistons and piston rods in hydraulics and pneumatics.
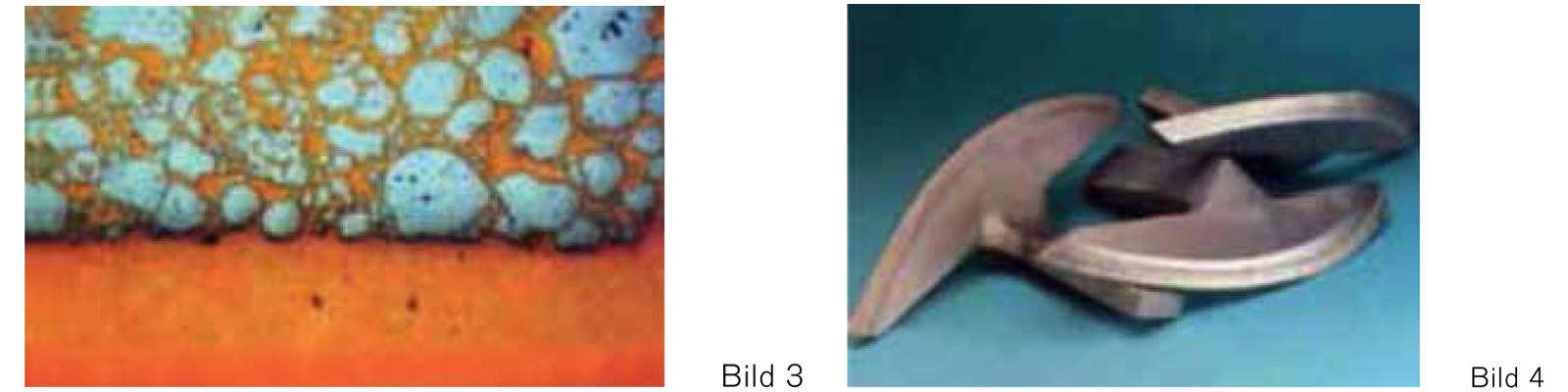
In the BrazeCoat®M process, flexible preforms made of polymer-bonded carbides and braze alloy powders (for example NiCrBSi) are precisely cut and placed layer by layer on the surface of the component. In a furnace process, the carbide layer is infiltrated by the liquid brazing alloy and bonded to the base material (Fig. 3).
Using this production technique, it is possible to produce precisely contoured, edge-sharp layers with thicknesses between approximately 0.7 and a few mm. Typical applications of these coatings are where severe abrasive wear or a combination of abrasive and corrosive wear occurs. This technique allows to achieve significantly longer service lives for components such as pump housings, mixing blades or extruders (Fig. 4).

A vacuum sintering process is used to produce new, densely sintered wear protection plates, which are characterized by maximum wear, corrosion and impact resistance. The surface is smooth and crack-free. As prefabricated construction elements, they can be cut, welded and to some extend deformed to their final dimensions using various processes (Fig. 5). The hardness of the layers can be adjusted between 700 and 1800HV 0.5, depending on the application.
